



האַלב-אַוטאָ פּאַלאַטייזער
טעכניש פּאַראַמעטער
| No | נאָמען | באַשרייַבונג |
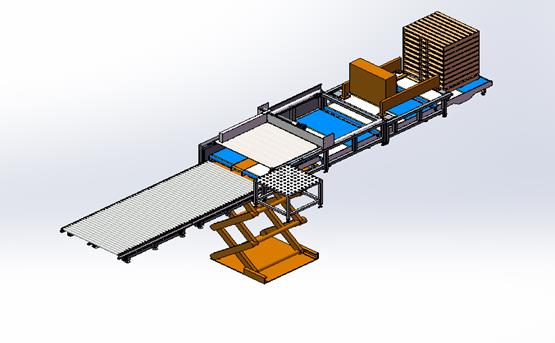
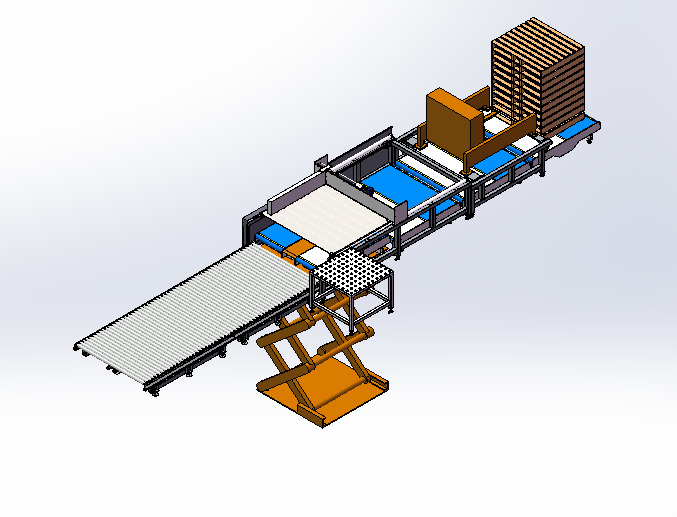
| 1 | ליפטינג פּלאַטפאָרמע | הידראַוליק פאַרפעסטיקט שער ליפטינג פּלאַטפאָרמע, די רייזינג גיכקייַט איז 3-5 ם / מין, און די פאַלינג גיכקייַט איז אַדזשאַסטאַבאַל |
| 2 | פּלאַטפאָרמע | טעלאַסקאָפּיק ומבאַפלעקט שטאָל פּאַנעל |
| 3 | מאַנואַל פינישינג טיש | אין די פאָרעם פון וניווערסאַל ראָד טיש |
| 4 | פּאַלאַט קאַנווייינג סיסטעם | פּאַלאַט פאָרקליפט אַרומפאָרן און הייבן אַדאַפּץ קייט מעקאַניזאַם, פּאַלאַט אַרומפאָרן איז קאַנווייד דורך מאַדזשאַלער גאַרטל קאַנווייער |
| 5 | מאָדולאַר גאַרטל ספּראָקקעט | פּפּ מאַטעריאַל קוילעלדיק פּראַסעסינג |
| 6 | קאַנווייער גאַרטל | ימפּאָרטיד פּאָם מאַטעריאַל מאָדולע ייגל גאַרטל, ייגל גאַרטל גרעב: 12מם |
| 7 | עקוויפּמענט מאַטעריאַל | 10ט שטאָל טעלער לאַזער פּראַסעסינג |
| 8 | מעש גאַרטל גיכקייַט | מאַקס 30 ם / מין (רעגולירן אָפטקייַט קאַנווערזשאַן גיכקייַט) |
| 9 | עלעקטריק וואַל | 63.5 * 3 העל וואַל, גאַלוואַנייזד ייבערפלאַך, טראַנסמיסיע מאָדע איז קייט געטריבן פּאַליוראַטיין רייַבונג ראָד טראַנסמיסיע |
| 10 | מאָטאָר מאַכט | קאַנווייינג מאָטאָר 1.5KW, טייוואַן וואַנקסין סאָרט |
| 11 | PLC | Siemens סאָרט |
| 12 | ינווערטער | Siemens סאָרט |
| 13 | נידעריק וואָולטידזש עלעקטריקאַל | שניידער סאָרט |
| 14 | סענסאָר | Omron סאָרט |
| 15 | אויסזען | ייבערפלאַך ילעקטראָוסטאַטיק שפּריץ |
פֿונקציע
הויך עפעקטיוו דאַונסטרים פּראַסעסינג סיסטעם פֿאַר מאָדערן קאַרטאַן קעסטל פּראָדוקציע שורה
♦ לאד ן אמאליקע ר ליניע
פּראָצעס לימעד
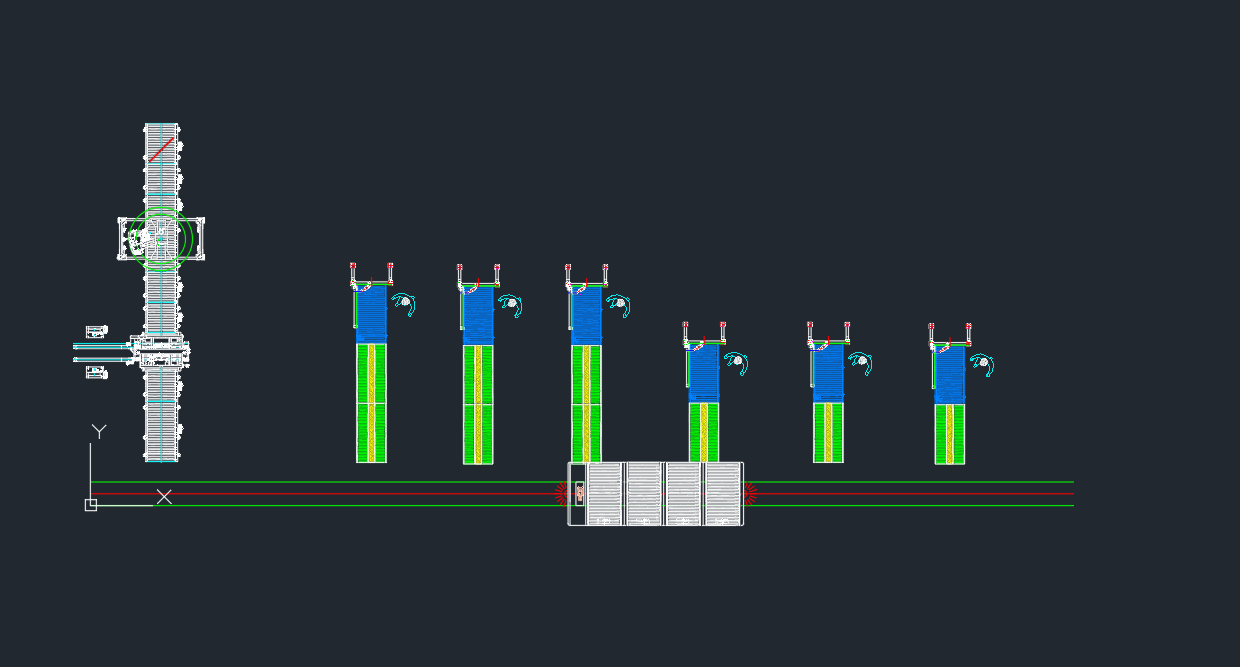
1. שטעלן איין גאַנץ גרופּעס פון פּאַלאַץ אויף די רעכט מאָדולע גאַרטל קאַנווייער, די פאָרקליפט טראַוואַלז און ליפץ פון נידעריק צו הויך די רגע פּאַלאַט פון גאַנץ פּאַלאַץ, ליפץ די פּאַלאַט, און לאָזן די פּאַלאַט אויף די מאָדולע גאַרטל קאַנווייער און טראַנספּאָרט עס פאָרויס צו די ליפט שטעלע, די פאָרקליפט פאלס און די רוען פּאַלאַץ זענען געשטעלט אויף די קאַנווייער, און די פאָרקליפט באַשטעטיק.
2. אַריבערפירן אן אנדער פּאַלאַט צו די מאַדזשאַלער גאַרטל קאַנווייער אין פראָנט פון די ליפט ווי אַ סטאַנדביי.נאָך די פּאַלאַט איז סטאַקט, עס איז קאַנווייד פאָרויס, און די דערציען פּאַלאַט איז אויטאָמאַטיש קאַנווייד.די רייטמאָוסט מאָדולע גאַרטל קאַנווייער האט אַ דיטעקשאַן פונקציע.פאָרזעצן צו אַרבעטן נאָך ווארטן פֿאַר די ווייַטער פּאַלאַט צו זיין געשטעלט.
3. מאַניואַלי קלייַבן די פּאַקידזשד קאַרדבאָרד און צולייגן עס אויף די מאַנואַל סאָרטינג פּלאַטפאָרמע, און שטעלן די קאַרדבאָרד אויף די ליפט פּלאַטפאָרמע פֿאַר סטאַקינג.נאָך אַ שיכטע פון קאַרדבאָרד איז סטאַקט געזונט, מאַניואַלי טרעטן אויף די פֿיס באַשטימען, די טאַפליע איז פּולד צוריק, און דער ליפט אויטאָמאַטיש טראפנס די הייך פון די סטאַקינג קאַרדבאָרד, דעמאָלט טרעטן אויף די פֿיס באַשטימען, די פּלאַטפאָרמע איז עקסטענדעד און דער ווייַטער שיכטע. פון סטאַקינג איז געפירט אויס.די סטאַקינג הייך קענען זיין שטעלן אין שטייַגן.ווען די סטאַקינג הייך ריטשאַז די ספּעסיפיעד הייך, די ליפט איז אויטאָמאַטיש רייזאַז צו די האָריזאָנטאַל שטעלע, און די סטאַקינג קאַרדבאָרד ראָללס פאָרויס עלעקטריק.עס קענען אויך זיין קאַנווייד מאַניואַלי לויט די סטאַקינג הייך.


